

Постојат многу параметри на преса за застаклени плочки, кои треба да се постават преку текстуален екран.
Постојат два вида поставки на параметри: поставка на параметри на опрема и поставка на кориснички параметри.
Параметрите на опремата се:
Должина на монопулс, над импулс, растојание на мувла, време на мувла, време на секач итн.
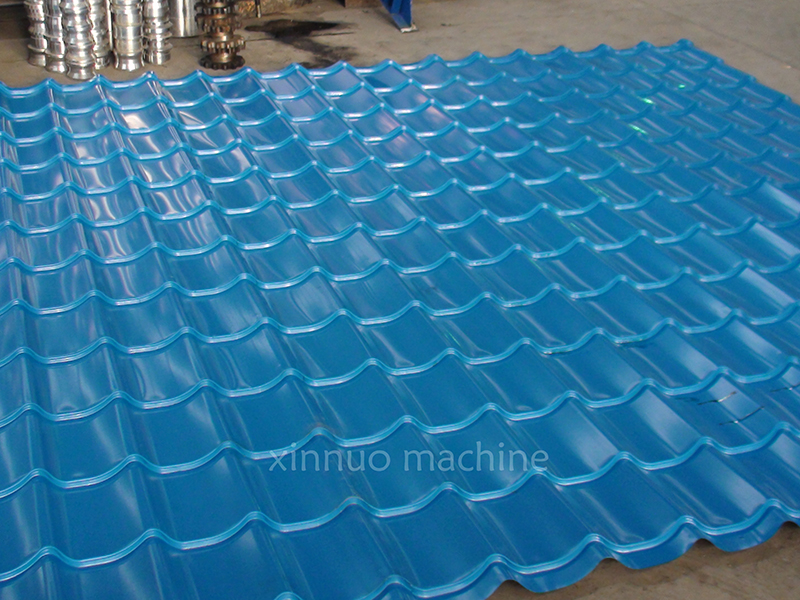
Корисничките параметри се:
Број на листови, должина, главен дел, последен дел, чекор, број на делови итн.
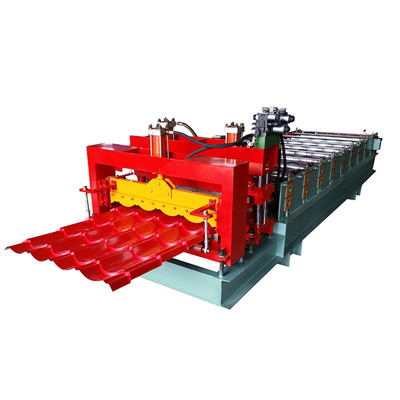
Системот за контрола на пресата за плочки може исто така да ја заврши функцијата на сечење фурнир.
Нормалното автоматско производство не треба прво да се врати назад, туку заврши напред, притискање, сечење.
Висока прецизност, секое парче точност на смолкнување е помала од +-0,2 mm, за да се исполнат технолошките барања.
Извршниот дел има погонски мотор со конвертор на фреквенција, мотор на хидраулична станица,
Тип на притисок од два хидраулични електромагнетни вентили, два хидраулични секачи на електромагнетниот вентил.
Деловите за откривање вклучуваат:
Импулсен енкодер за откривање на должината на обоената челична плочка, прекинувач со удар нагоре и надолу за тип на притисок,
Прекинувач за нагоре и надолу на секачот, копче за работа нагоре и надолу од типот на притисок,
Копче за движење нагоре и надолу на секачот, прекинувач за итно стопирање,
Хидрауличниот прекинувач за старт/стоп и други текстуални екрани може да го комплетираат поставувањето на параметрите,
Приказ на аларм, информации за помош, приказ на податоци за производство и така натаму.
Време на објавување: Мар-12-2021 година