





Визијата на Аниш Капур за скулптурата Cloud Gate во Милениум паркот во Чикаго наликува на течна жива, органски рефлектирајќи го околниот град. Постигнувањето на оваа целост е труд на љубов.
„Она што сакав да го направам со Милениум Паркот е да направам нешто што ќе го имитира хоризонтот на Чикаго… за луѓето да можат да видат како се движат облаците и овие многу високи згради се рефлектираат во работата. И тогаш, затоа што е на портата. Формата, учесникот, гледачот ќе можат да навлезат во оваа многу длабока просторија, која на некој начин го прави со одразот на личноста она што изгледот на делото го прави со одразот на околниот град. Аниш Капур, скулптор на Cloud Gate
Само од спокојната површина на џиновската скулптура од нерѓосувачки челик, тешко е да се погоди колку метал и црева демнат под површината. Cloud Gate ги содржи приказните за преку 100 метални фабрики, секачи, заварувачи, доработувачи, инженери, техничари, монтери, монтери и менаџери - во изработка повеќе од пет години.
Многумина работеа долги часови, работеа во работилници среде ноќ, кампуваа на градилишта и работеа на топлина од 110 степени облечени во целосни костуми Tyvek® hazmat и респиратори со половина маска. Некои работат во позиции против гравитација, со алат суспендирани од ремени и работат на лизгави падини. Сè оди малку (и многу подалеку) за да се направи невозможното возможно.
Со тежина од 110 тони, 66 стапки долга и 33 стапки висока, скулптурата од нерѓосувачки челик, која го отелотворува етеричниот концепт на високите облаци на скулпторот Аниш Капур, е дело на производствена фирма Performance Structures Inc. (PSI), Оукленд, Калифорнија и MTH. Мисија, Вила Парк, Илиноис. На својата 120-годишнина, MTH е еден од најстарите изведувачи на структурен челик и стакло во областа Чикаго.
За реализација на барањата на проектот ќе бидат потребни уметнички перформанси, генијалност, механичко знаење и производствено знаење од двете компании. Тие направија по нарачка, па дури и создадоа опрема за проектот.
Некои од проблемите на проектот беа поврзани со неговата чудна закривена форма - папочна врвца или превртен папок - а некои со неговата огромна големина. Скулптурата, изградена од две различни компании на различни локации оддалечени илјадници милји една од друга, создаде проблеми во сообраќајот и стилот. Многу процеси што треба да се направат на терен тешко се прават на терен, а камоли на терен. Многу потешкотии се јавуваат едноставно затоа што такви структури никогаш порано не биле создадени, така што нема референци, нема цртежи, нема патокази.
Итан Силва од PSI има големо искуство во кадрирање, прво за бродови, а подоцна и за други уметнички проекти, и е уникатно квалификуван за задачата за кадрирање. Аниш Капур побара од дипломец по физика и уметност да обезбеди мал модел.
„Значи, направив парче од 2 метри на 3 метри, навистина мазно заоблено, полирано парче, и тој рече: „Ох, ти го направи тоа, ти си единствениот што го направи тоа“, бидејќи бараше две години. Дојдете, побарајте некој да го направи тоа“, рече Силва.
Оригиналниот план беше PSI да ја изработи и да ја изгради скулптурата во целост, а потоа да ја испрати во целост до Јужниот Тихи Океан, преку Панамскиот канал, северно во Атлантскиот Океан и преку морскиот брег Свети Лоренс до пристаништето на езерото. Мичиген, според извршниот директор. Edward's Millennium Park Corporation, специјално дизајниран транспортен систем ќе го однесе во Милениум Парк, рече Улиел. Временските ограничувања и практичноста принудија промени на овие планови. Така, заоблените панели требаше да се подготват за транспорт, а потоа со камион да се пренесат во Чикаго, каде што MTH ги состави подградбата и надградбата и ги поврза панелите со надградбата.
Завршувањето и полирањето на заварите на Cloud Gate за да им се даде беспрекорен изглед беше еден од најтешките аспекти на инсталацијата и монтажата на лице место. Процесот од 12 чекори е завршен со нанесување на осветлувачко руменило, слично на лак за накит.
„Во суштина, работевме на овој проект, правејќи ги овие делови околу три години“, рече Силва. „Ова е сериозен потфат. Потребно е многу време за да сфатите како да го направите тоа и да ги разработите деталите; знаеш, едноставно совршено. Нашиот пристап, кој користи компјутерска технологија и стара добра обработка на метал, е комбинација од фалсификување и воздушна технологија“.
Според него, тешко е да се произведе нешто толку големо и тешко со висока прецизност. Најголемите плочи беа во просек 7 стапки широки и 11 стапки долги и тежеа 1.500 фунти.
„Извршувањето на целата работа на CAD и создавањето на вистинските цртежи во продавницата за овој производ беше голем проект сам по себе“, вели Силва. „Ние користиме компјутерска технологија за да ги измериме плочите и прецизно да ја процениме нивната форма и заобленост за правилно да се вклопат.
„Направивме компјутерска симулација и потоа ја расклопивме“, рече Силва. „Го искористив моето искуство во градењето школки и сфатив како да ја поделам калапот за да функционираат линиите на шевовите за да можеме да добиеме резултати со најдобар квалитет“.
Некои чинии се квадратни, а некои во облик на пита. Колку се поблиску до остра транзиција, толку повеќе се во облик на пита и радиусот на радијалната транзиција е поголем. На врвот тие се порамни и поголеми.
Плазма сечењето од 1/4 до 3/8 инчи од нерѓосувачки челик 316L е доволно тешко само по себе, вели Силва. „Вистинскиот предизвик беше да им се даде на огромните плочи прилично прецизна кривина. Ова беше направено со многу прецизно обликување и изработка на системот на ребрата на секоја плоча. Ова ни овозможи прецизно да го одредиме обликот на секоја чинија“.
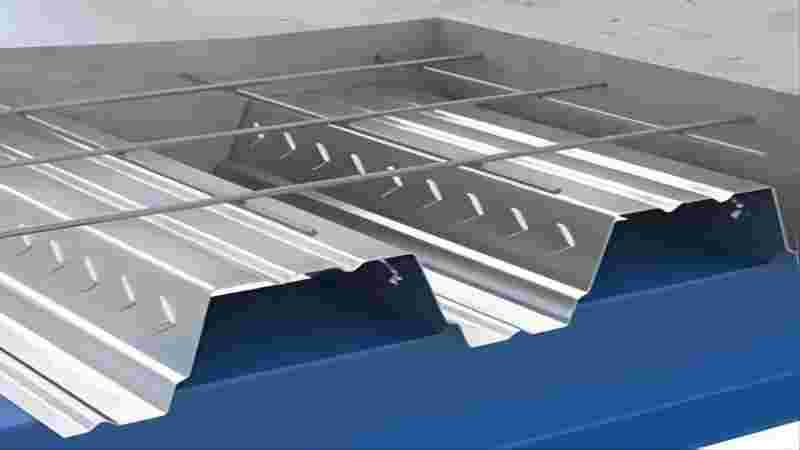
Листовите се тркалаат на 3D ролни дизајнирани и произведени од PSI специјално за тркалање на овие листови (види слика 1). „Тоа е некако братучед на англиското лизгалиште. Ги виткаме со техника слична на правење крилца“, вели Силва. Свиткајте го секој лист движејќи го напред-назад на ролерите, приспособувајќи го притисокот врз ролерите додека листот не биде во опсег од 0,01″ од саканата големина. Според него, потребната висока прецизност го отежнува непречено формирање на плочите.
Потоа, заварувачите ја заваруваат свитканата плоча на внатрешната структура на ребрестиот систем користејќи флуксни јадра. „Според мое мислење, апсорпцијата на флукс е навистина одличен начин да се создадат структурни завари во нерѓосувачки челик“, објаснува Силва. „Испорачува висококвалитетни завари, е многу ориентиран кон производството и изгледа одлично.
Целата површина на штиците се бруси рачно и се обработува за да ги исече до потребната илјадити дел од инч прецизност, така што тие совршено се вклопуваат заедно (види слика 2). Потврдете ги димензиите со прецизна опрема за мерење и ласерско скенирање. На крајот, таблата се полира до огледало и е покриена со заштитна фолија.
Околу една третина од панелите, заедно со основата и внатрешната структура, беа инсталирани во пробно склопување пред панелите да бидат испорачани од Окленд (види слики 3 и 4). Беше планирана процедура за закачување на плочите и беа направени завари на некои од помалите плочи за да се држат заедно. „Значи, кога го составивме во Чикаго, знаевме дека ќе одговара“, рече Силва.
Температурата, времето и вибрациите на количката може да предизвикаат олабавување на валаниот производ. Ребрестата мрежа е дизајнирана не само да ја зголеми цврстината на таблата, туку и да го задржи обликот на таблата за време на транспортот.
Затоа, плочите се подложени на термичка обработка и ладење со цел да се ослободат материјалните напрегања со зајакнување на мрежата одвнатре. За понатамошно спречување на оштетување за време на испораката, беа направени загради за секоја табла и беа ставени во контејнери околу четири одеднаш.
Контејнерите потоа беа натоварени во полуприколки, околу четири одеднаш, и беа испратени во Чикаго со екипи на PSI за инсталација со екипи на MTH. Едниот е логистичар кој го координира транспортот, а другиот е технички раководител на локацијата. Тој секојдневно работи со персоналот на MTH и помага во развојот на нови технологии по потреба. „Се разбира, тој беше многу важен дел од процесот“, рече Силва.
Претседателката на MTH, Лајл Хил, вели дека MTH Industries првично имала задача да ја закотви етеричната скулптура на земја и да ја инсталира надградбата, потоа да ги завари плочите на неа и да го направи последното брусење и полирање, при што PSI обезбедува технички насоки. Завршувањето на скулптурата значеше уметност. Баланс со пракса, теорија со пракса, потребно време и планирано време.
Лу Черни, потпретседател за инженерство и проект менаџер во MTH, рече дека е фасциниран од уникатноста на проектот. „Според нашите сознанија, неколку работи се случија на овој конкретен проект што не биле направени или разгледани претходно“, рече Черни.
Но, развојот на првиот од ваков вид бара вешта генијалност на самото место за да одговори на непредвидените проблеми и да одговори на прашањата што се појавуваат на патот:
Како внимателно да инсталирате 128 панели од нерѓосувачки челик со големина на автомобил на постојана надградба? Како да лемете џиновски флексиби без да се потпирате на тоа? Како да влезете во завар без да можете да заварите однатре? Како да постигнете совршена огледална завршница на заварите од нерѓосувачки челик на терен? Што ќе се случи ако го удри гром?
Черни рече дека првата индикација дека ова ќе биде исклучително предизвикувачки проект е кога започна изградбата и инсталирањето на платформата тешка 30.000 фунти. Челична конструкција што ја поддржува скулптурата.
Иако изработката на конструктивниот челик со висок цинк што го снабдува PSI за склопување на основата на подградбата е релативно едноставна, подградбата се наоѓа на половина пат помеѓу ресторанот и на половина пат низ паркингот, секоја на различна висина.
„Значи, основата е некако конзола, во една точка се ниша“, рече Черни. „Онаму каде што инсталиравме многу од овој челик, вклучувајќи го и почетокот на вистинската работа на плочите, всушност моравме да го втурнеме кранот во дупка длабока 5 метри“.
Черни рече дека користеле многу софистициран систем за прицврстување, вклучувајќи механички систем за затегнување сличен на оној што се користи во ископувањето јаглен и некои хемиски котви. Откако челичната подконструкција ќе се закотви во бетон, мора да се постави надградбата на која ќе се прицврсти школка.
„Почнавме со инсталирање на бандаж систем со два големи О-прстени од 304 нерѓосувачки челик - еден на северниот крај на конструкцијата и еден на јужниот крај“, вели Черни (види Слика 3). Прстените се прицврстени со вкрстени тубуларни фарми. Подрамката на јадрото на прстенот е пресечена и прицврстена на место со помош на GMAW и засилувања за заварување со електрода.
„Значи, постои оваа огромна надградба што никој никогаш не ја видел; сето тоа е за структурната рамка“, рече Черни.
И покрај најдобрите напори во дизајнирањето, инженерството, изработката и инсталирањето на сите компоненти потребни за проектот Оукланд, скулптурата беше без преседан, а новите патеки секогаш се придружени со бруси и гребнатини. Слично на тоа, спарувањето на производствените концепти на една компанија со друга не е толку лесно како да се помине диригентската палка. Покрај тоа, физичкото растојание помеѓу локациите резултира со доцнење на испораката, што го прави логично одредено производство на лице место.
„Иако процедурите за склопување и заварување беа однапред дизајнирани во Окленд, вистинските услови на локацијата бараа сите да бидат креативни“, рече Силва. „И персоналот на синдикатот е навистина одличен“.
Во првите неколку месеци, главната работа на MTH беше да одреди што е потребно за еден ден работа и како најдобро да се изработат некои од компонентите потребни за изградба на подрамката, како и некои од потпорите, „шоковите“, рацете, игличките. , и, како што рече Хил, пого стапчиња. беа потребни за да се создаде привремен систем за обвивка.
„Тоа е континуиран процес, дизајнирање и производство во лет за да се задржи сè во движење и брзо да се дојде до теренот. Поминуваме многу време на сортирање на она што го имаме, во некои случаи редизајнирање и редизајнирање, а потоа ги правиме потребните делови.
„Само вторник ќе имаме 10 работи што треба да ги имаме на теренот во среда“, рече Хил. „Имаме многу прекувремени часови и поголемиот дел од работата на подот на продавницата се врши среде ноќ.
„Приближно 75 проценти од склоповите на обвивката се направени или модифицирани на лице место“, вели Черни. „Имаше неколку пати тоа го правевме 24 часа на ден. Бев во продавница до 2-3 сабајле и дојдов дома во 5:30 сабајле, се истуширав, го земав материјалот, уште влажен. ”
Системот за привремена суспензија MTN што се користи за склопување на трупот се состои од пружини, потпори и кабли. Сите споеви помеѓу плочите се привремено прицврстени со завртки. „Значи, целата структура е механички поврзана, одвнатре обесена со 304 фарми“, рече Черни.
Почнавме со куполата во основата на скулптурата на папокот – „папокот внатре во папокот“. Куполата е суспендирана од фармите со помош на привремен систем за потпора на пружини за суспензија со четири точки, кој се состои од закачалки, кабли и пружини. Како што се додаваат повеќе табли, пружините стануваат „подарок“, рече Черни. Пружините потоа се прилагодуваат врз основа на дополнителната тежина на секоја плоча за да се балансира целата скулптура.
Секоја од 168-те даски има свој систем за суспензија со четири точки и пружина, така што тие се поединечно поддржани на место. „Идејата не е да се напрегаме ниту еден од зглобовите бидејќи тие се поврзани со јаз од 0/0“, вели Черни. „Ако таблата удри во таблата одоздола, може да доведе до искривување и други проблеми“.
Доказ за прецизноста на PSI е неговото одлично вклопување без практично никаков одговор. „PSI направи фантастична работа со изработката на овие таблети“, рече Черни. „Им оддавам признание затоа што, на крајот, тој навистина одговараше. Соодветноста беше навистина добра што е фантастично за мене. Зборуваме буквално за илјадити дел од инч. .“
„Кога го завршија склопувањето, многу луѓе мислеа дека е готово“, вели Силва, не само поради тесните шевови, туку и затоа што целосно склопениот дел и неговите внимателно полирани панели го направија трикот. неговата околина. Но, шевот на задникот е видлив, течната жива нема шевови. Дополнително, скулптурата сè уште требаше да биде целосно заварена за да го задржи својот структурен интегритет за идните генерации, рече Силва.
Завршувањето на Cloud Gate мораше да се одложи за време на свеченото отворање на паркот во есента 2004 година, така што омфалусот беше GTAW blot, поради што се заглави со месеци.
„Можете да видите мали кафени точки насекаде околу структурата кои беа ТИГ заварување“, рече Черни. „Почнавме повторно да поставуваме шатори во јануари“.
„Следниот голем производствен предизвик за овој проект беше заварување на шевовите без губење на точноста на формата поради собирање на заварот“, рече Силва.
Според Черни, заварувањето со плазма ја обезбеди потребната цврстина и цврстина со минимален ризик за лимот. Мешавина од 98% аргон и 2% хелиум е најдобра за намалување на нечистотијата и за подобрување на топењето.
Заварувачите користеа метод на заварување со плазма со клучалката користејќи извор на енергија Thermal Arc® и специјален склоп на трактор и факел дизајниран и користен од PSI.
Време на објавување: Февруари 04-2023 година